










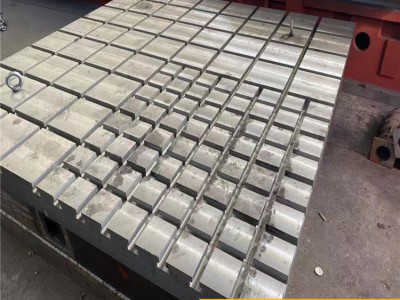
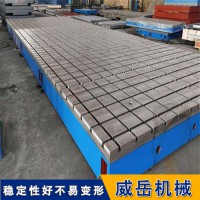
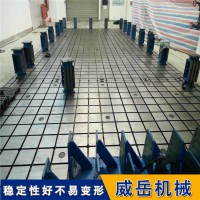


横竖槽平台(横竖槽平板)的关键参数与工艺特性
一、工作面加工工艺与粗糙度要求
刮削工艺:是横竖槽平台工作面的主要加工方式,能保证表面精度。
刨削工艺:适用于 3 级平板工作面,其加工后的表面粗糙度以轮廓算术平均偏差为评定标准,要求 Ra 值不大于 5μm。
二、材质与性能处理
材质:采用铸铁 HT200 - 300,这种材质具有良好的刚性和耐磨性,能满足平台的基础性能需求。
工作面硬度:达到 HB170 - 240,保证了工作面的抗压性和耐用性。
稳定性处理:经过两次人工处理以确保精度稳定:
人工退火:在 600℃ - 700℃下进行,可消除铸造内应力,减少变形。
自然时效:持续 2 - 3 年,进一步释放内应力,使平台性能更稳定可靠。
三、规格与精度等级
平台的规格与精度等级对应关系以 μm 为单位,具体如下(因原始信息未明确具体规格对应的精度数值,可参考行业常规标准,结合实际产品参数确认):
规格精度等级(μm)0 级、1 级、2 级、3 级、精刨

